Calibrador Vernier
Un instrumento de medición es aquel elemento empleado con el
propósito de contrastar magnitudes físicas distintas a través de un
procedimiento de medición.
Se clasifican de acuerdo a la magnitud física que se desee medir:
Las características importantes de un instrumento de medida son:
- Precisión: es la capacidad de un instrumento de dar el mismo resultado en mediciones diferentes realizadas en las mismas condiciones.
- Exactitud: es la capacidad de un instrumento de medir un valor cercano al valor de la magnitud real.
- Apreciación: es la medida más pequeña que es perceptible en un instrumento de medida.
- Sensibilidad: es la relación de desplazamiento entre el indicador de la medida y la medida real.
Principio de funcionamiento
El sistema consiste en una regla
sobre la que se ha grabado una serie de divisiones según el sistema de
unidades empleado, y una corredera o carro móvil, con un fiel o punto de medida, que se mueve a lo largo de la regla.
En una escala de medida, podemos apreciar hasta su unidad de división
más pequeña, siendo esta la apreciación con la que se puede dar la medición;
es fácil percatarse de que entre una división y la siguiente hay más
medidas, que unas veces están más próximas a la primera de ellas y otras
a la siguiente.
Para poder apreciar distintos valores entre dos divisiones
consecutivas, se ideó una segunda escala que se denomina nonio o
vernier, grabada sobre la corredera y cuyo punto cero es el fiel de
referencia. El nonio o vernier es esta segunda escala, no el instrumento
de medida o el tipo de medida a realizar, tanto si es una medición
lineal, angular, o de otra naturaleza, y sea cual fuere la unidad de
medida. Esto es, si empleamos una regla para hacer una medida, solo
podemos apreciar hasta la división más pequeña de esta regla; si además
disponemos de una segunda escala, llamada nonio o vernier, podemos
distinguir valores más pequeños.
El nonio o escala vernier toma un fragmento de la regla —que en el
sistema decimal es un múltiplo de diez menos uno: 9, 19, etc.— y lo
divide en un número más de divisiones: 10, 20,... En la figura se toman 9
divisiones de la regla y la dividen en diez partes iguales; es el caso
más sencillo, de tal modo que cada una de estas divisiones sea de 0,9
unidades de la regla. Esto hace que si la división cero del nonio
coincide con la división cero de la regla, la distancia entre la primera
división de la regla y la primera del nonio sea de 0,1; que entre la
segunda división de la regla y la segunda del nonio haya una diferencia
de 0,2; y así, sucesivamente, de forma que entre la décima división de
la regla y la décima del nonio haya 1,0; es decir: la décima división
del nonio coincide con la novena de la regla, según se ha dicho en la
forma de construcción del nonio. Esto hace que en todos los casos en los
que el punto 0 del nonio coincida con una división de la regla el punto
diez del nonio también lo haga.
Cuando la división uno del nonio coincide con una división de la
regla, el fiel está separado 0,1 adelante. De modo general, el fiel
indica el número entero de divisiones de la regla, y el nonio indica su
posición entre dos divisiones sucesivas de la regla.
Caracterización del nonio
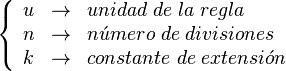
Partiendo de una regla de divisiones igualmente espaciadas se define:- u: unidad de la regla.
Que, salvo que se especifique otro caso, toma el valor uno en la magnitud que mide la regla.
Una escala nonio se caracteriza por dos valores fundamentales:
- n: número de divisiones del nonio.
- k: constante de extensión.
Donde
n y
k son números enteros adimensionales,
k mayor o igual que 1, normalmente 1 ó 2 cuando se quiere facilitar la lectura.
Y podemos ver otras características (derivadas de las anteriores):
- A: apreciación, medida más pequeña que puede representar.
- L: longitud del nonio, distancia entre la primera y última división del nonio, medida en la misma unidad de la regla.
- S: separación entre dos divisiones sucesivas del nonio, medida en unidades de la regla.
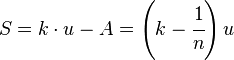
Una escala nonio se basa en dos principios fundamentales que la definen (véase figura a la derecha):
- Una unidad de separación añadida a una unidad de apreciación deberá
ser un múltiplo entero de la unidad de la regla. Este factor será la
constante de extensión, es decir:

Así se establece el principio de funcionamiento explicado en la sección previa.
- El nonio desplazado n veces la medida de apreciación deberá ser igual a un desplazamiento de una unidad de la regla:

De esta forma se asegura que una y solo una división del nonio
coincida con una división de la regla (exceptuando el caso donde el fiel
es el coincidente).
De aquí, la apreciación es:
 .
.
La separación entre dos divisiones del nonio se calcula:
 .
.
Luego la longitud del nonio es:
 .
.
Por lo tanto, tomando como unidad la división de la regla
u, tenemos que la longitud del nonio
L
es un número entero de veces esa unidad. En la posición en la que la
primera división del nonio coincida con una de la regla, la última
división también coincidirá con otra división de la regla.
Se puede ver que es posible obtener la misma apreciación para distintos valores de
S. A partir de un nonio que tenga una separación entre sus divisiones:

Se puede obtener otro nonio con la misma apreciación incrementando en
una unidad la separación entre las divisiones de ese nonio:



Con lo que tenemos:

La separación entre las divisiones del nuevo nonio sería la que se obtendría incrementando en uno el valor de
k:


Con lo que podemos obtener, para una misma apreciación
A, que depende únicamente del número de divisiones
n, distintas separaciones
S entre divisiones del nonio y por lo tanto distintas longitudes
L del nonio.
De forma general tenemos:



En resumen, para:
dados, y según las relaciones fundamentales, tenemos que:

Lectura del nonio
Visto lo anterior, tomando una regla graduada en milímetros,
u= 1mm, veamos la lectura de un nonio con un poco más de rigor. Tomaremos como ejemplo uno de cuatro divisiones y una constante
k = 2.




En la figura podemos ver este nonio de cuatro divisiones; la línea
del fiel esta en la línea cero de la regla, y la última división del
nonio coincide con la séptima de la regla.
La apreciación es un cuarto de la unidad de la regla.
Si la corredera no dispusiese de una escala nonio, no podríamos
apreciar medidas inferiores a las de una división de la regla, como ya
se mencionó antes. En este caso las cuatro divisiones del nonio nos
permiten una apreciación de 0,25.
Podemos ver una progresión de medidas de 0,25, y la coincidencia sucesiva de las divisiones del nonio con las de la regla.
Cuando la lectura es cero (el fiel coincide con el cero de la regla)
podemos ver que la última división del nonio también coincide con una
división de la regla.
Al desplazarse la corredera, el fiel avanza respecto a la división
cero de la regla, si la primera división del nonio coincide con una
división de la regla la lectura es 0,25.
Si la corredera de desplaza más a la derecha y la segunda división de
nonio coincide con una división de la regla, la lectura es 0,5.
Si la tercera división del nonio coincide con una de la regla la lectura es de 0,75.
Cuando la cuarta división del nonio coincide con una división de la
regla, también lo hace el fiel, completando una unidad de la regla.
El ciclo se repite, aumentando la medida, cuando la primera división
del nonio vuelve a coincidir con una división de la regla (la lectura
será 1,00 1,25 1,50 ...), repitiéndose el proceso en toda la longitud de
la regla.
La lectura del valor entero en la regla y la parte decimal en el
nonio, con la apreciación que corresponda a su número de divisiones, da
lugar a poder realizar lecturas de mediciones con mayor precisión que
las unidades de la regla. Las distintas formas del nonio o vernier que
se pueden construir permiten un abanico de instrumentos adaptable a las
distintas necesidades, de una forma ingeniosa, económica y de gran
calidad en las medidas.
Nonio de 10 divisiones
El primer ejemplo visto con anterioridad corresponde a 10 divisiones; con
n = 10, tenemos que:




En el caso de que
k = 2, tendríamos:
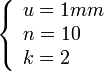


un nonio de 19 mm de longitud y 10 divisiones tendría la misma
apreciación, en el doble de longitud, lo que facilitaría su lectura, al
estar sus divisiones más separadas.
Otro ejemplo de nonio con n= 10 y k= 4 es el de la imagen.



Este caso de nonio en un calibre no es muy usual, siendo su
característica más destacada la facilidad de lectura por la gran
distancia entre sus divisiones.
En la imagen se ve un calibre con este nonio, cerrado, con lectura 0 mm.
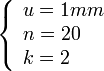
Nonio de 20 divisiones
Podemos ver otro ejemplo, que junto con el anterior, es el más
utilizado en el sistema decimal. Un nonio de 19 de longitud y 20
divisiones, con lo que tendríamos:




La longitud del nonio de 10 divisiones y k = 2 y 20 divisiones y k = 1
es la misma: 19 mm, como puede verse, pero en este segundo caso las 20
divisiones dan una apreciación de 0,05. En el caso anterior es de 0,1,
por la diferencia en el número de divisiones.
Para un calibre Pie de Rey es la mayor apreciación, dado que
divisiones más pequeñas no serían apreciables a simple vista, y seria
necesario un equipo óptico auxiliar.
Si consideramos la posibilidad con n=20 y k=2, obtendremos una nonio de mayor longitud con la misma apreciación, así:


En la imagen podemos ver este caso: la apreciación del instrumento es
alta, 0,05mm, pero su lectura a simple vista resulta difícil. En la
imagen puede verse en 3,50 mm y difícilmente podemos determinar si la
lectura es 3,45 mm ó 3,55 mm. El límite de la escala nonio viene
determinado por la agudeza de la visión del usuario, que no suele
superar 0,1 mm con ciertas garantías.
Nonio de 40 divisiones
Un ejemplo muy práctico y poco corriente es el nonio de 40 divisiones y una constante k= 1, con lo que tendríamos:




Este nonio tiene una apreciación de 25 micras, cada cuatro divisiones del nonio es una décima de milímetro.
Nonio de 50 divisiones
Veamos un nonio de gran apreciación, el de 50 divisiones, sobre una regla en milímetros.




Un nonio de 50 divisiones es el de la fotografía.
La apreciación del instrumento, una división del nonio, equivale a
0,02, cada cinco divisiones son 0,02 * 5 = 0,1. En el nonio o escala
vernier, se puede ver que cada cinco divisiones están marcadas con un
número del 0, para indicar el fiel y comienzo de la escala, y
correlativamente del 1 al 10 indicando las décimas de milímetro.
La segunda fotografía representa en detalle el nonio de la misma
imagen, indicando la lectura: 3,58, con dos trazos rojos, uno indica el
3, el valor de la regla anterior al fiel, y la otra la cuarta marca
después del 5 en el nonio.
Aun tratándose de una fotografía ampliada, el señalar una lectura con
más precisión de 3,6 es dificultosa. Es fácil percatarse de las
dificultades de este calibre para diferenciar medidas de esta precisión,
y aunque sí se fabrican y comercializan calibres de esta apreciación,
en la práctica, resultaría poco útil intentar realizar mediciones de más
apreciación que 0,05 mm en un calibre a simple vista.
Nonios de igual longitud
La comparación de distintos nonios de igual longitud nos permite ver
la importancia entre las separaciones de las divisiones, por ejemplo con
u= 1mm, n=10 y k= 4, tenemos:

con una opreciación A= 0,1mm pero si tomamos los valores: u= 1mm, n=20 y k= 2, tendremos:
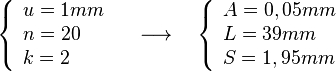
con una aprciación A= 0,05mm y con la misma longitud L= 39mm que en
el caso anterior, si por el contrario tomamos: u= 1mm, n=40 y k= 1:
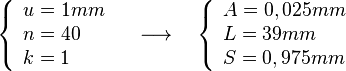
con una apreciación A= 0,025mm, viéndose cuatro divisiones para
apreciar una décima de milímetro, en una misma longitud del nonio que en
los casos anteriores.
Si entre dos divisiones del nonio hay más de una división de la
regla, siempre cabe la posibilidad de añadir divisiones al nonio
aumentando la apreciación
A, y dando lugar, por supuesto, a que las distancia
S de separación entre ellas sea menos.
Uso del nonio
El uso del nonio en los instrumentos de medida está muy generalizado, y se emplea en todo tipo de medidas. Es en el calibre, sin lugar a dudas, donde su utilización es más general y popular. También es utilizado en los planímetros, para cálculo de superficies.
Un mismo calibre puede ser construido con distintos nonios, según las características deseadas.
Este instrumento de medida, de gran precisión, que por su bajo coste
es versátil y práctico, ha alcanzado una amplia difusión en los más
distintos ámbitos.
Nonio en la escala sexagesimal
Hasta ahora hemos visto nonios o escala vernier, en el sistema
decimal, donde una unidad inferior es la décima parte, esto es, un
dígito a la derecha del anterior. En sistemas no decimales, como por
ejemplo el sexagesimal, también se emplea este sistema de medición y la escala del nonio se puede representar en la unidad inferior.
En el sistema sexagesimal, el de medida de ángulos, por ejemplo; en
grados, minutos y segundos, donde un grado son sesenta minutos y un
minuto sesenta segundos, podemos emplear un nonio del siguiente modo.
Partiendo de una regla graduada en grados sexagesimal podemos ver que:

y sabemos que:

la apreciación del nonio es:
donde
n es el número de divisiones, y la apreciación vendrá dada en grados sexagesimal, por tanto podemos decir:

donde la apreciación vendrá dada en minutos sexagesimal.
Buscando el número
n de divisiones entre los divisores de sesenta, tendremos una escala en minutos.
Nonio angular de cuatro divisiones
Por ejemplo para
n = 4 y
k = 2, tenfremos:




Si hacemos
k = 4, tendremos una longitud mayor, con lo que
conseguimos unas divisiones más separadas, dando más claridad a la
lectura y permitiendo grabar los valores de las divisiones en algunos
casos:



Nonio angular de 12 divisiones
Esto es valido para distintos valores de
n, procurando en toda
caso, que el valor de la apreciación, resulte practica dando números
redondos en la unidad que nos interesa, veamos otro ejemplo.
Si tomamos un valor de
n = 12 y
k = 2, nos dará:
























































































































