FUNDAMENTACION TEORICA
Las herramientas de corte utilizadas en máquinas herramientas, como en el torno paralelo mecánico, debemos conocer las teorías específicas de los buriles o cuchillas de corte.
El torno paralelo mecánico es una máquina herramienta, que nos permite la mecanización de piezas metálicas o no metálicas de forma geométrica por revolución. El principio básico de operación y funcionamiento es cuando en el cabezal (copa) se posiciona la pieza a maquinar y después en la torreta portaherramientas colocamos la herramienta de corte.
El eje de la copa o cabezal recibe movimiento circular de la cadena cinemática (motor, caja Norton) haciendo girar la pieza y luego se acerca el portaherramienta para hacer tangencia superficial entre la pieza y el buril con el fin de mecanizar (rebajar el metal ) y conseguir las formas geométricas revolucionadas según plano y orden operacional.
Con el carro portaherramienta girado nos permite hacer inclinaciones hacia la derecha o hacia la izquierda (0 ° a 90°) y así poder obtener conos (operación de conicidad).
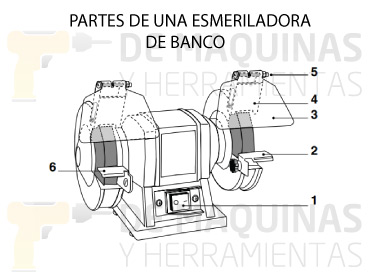
el torno paralelo mecánico tiene cinco componentes principales saber:
1) Bancada: Sirve de soporte para las otras unidades del torno. En su parte superior llegan guías por las que se desplaza el cabeza móvil o contrapunto y el carro principal.
2) Cabezal fijo: Contiene los engranajes (caja Norton) o poleas que impulsan la pieza de trabajo y las unidades de avance. Incluye el motor, husillo, selector de velocidad, selector de unidad de avance y selector de sentido de avance, sirve para soporte y rotación de la pieza de trabajo que se apoya en el husillo.
3) Contrapunto: el contrapunto es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas entre puntos, así como otros elementos como porta brocas, o brocas para hacer taladrados, este puede mover y fijarse en diversas posiciones en lo largo de la bancada.
4) Carro delantal: consta de carro principal, que produce los movimientos de la herramienta en dirección axial, y del carro transversal que se desliza transversalmente sobre el carro principal en dirección radial.
5) Cabezal giratorio o copa: su función consiste en sujeta la pieza, a mecanizar. Hay vario tipos de copas de mordazas independientes de cuatro mordazas o la copa universal, mayoritariamente empleada en el taller mecánico, y copas magnéticas y de seis mordazas.


¿QUÉ ES UNA HERRAMIENTA DE CORTE O UN BURIL?
Son las herramientas o cuchillas de acero rápido (HSS) o insertos de tungsteno (wolframio) que cortan, desbastan el material en forma de viruta metálica desprendida del material en bruto.
El concepto de buril: es una herramienta manual de corte o cuchilla formada por una barra prismática con geometría volumétrica (paralelepípedo base cuadrada, base rectangular o cilindro) de acero templado, y afilada en el esmeril en uno de sus extremos o punta en forma de filo que sirve fundamentalmente para, cortar, marcar, ranurar o desbastar material.

OPERACIONES A REALIZAR CON EL TORNO PARALELO MECANICO

Cilindrado, refrentado, ranurado, roscado, Moleteado (conos, torneado esférico, segado o tronzado, chaflanado, taladrado.
Cada una de estas o la gran mayoría contara con su propio buril, así como subtipos en cada buril, así como también tendremos calibres en cada uno de ellos.

COMO SE DESIGNA A UN BURIL.
Un buril se designa básicamente por los tipos, cada tipo tendrá su aplicación, subtipos.
Aquí veremos la aplicación en una sencilla imagen.
Según la imagen tenemos los siguientes tipos.
Los de tipo A
Que son buriles que servirán para cilindrar y barrenar.
Dentro del tenemos dos tipos, Estilo AR, que es mano derecha y AL, que es mano izquierda.
Tipo B
Buriles para desbastar.
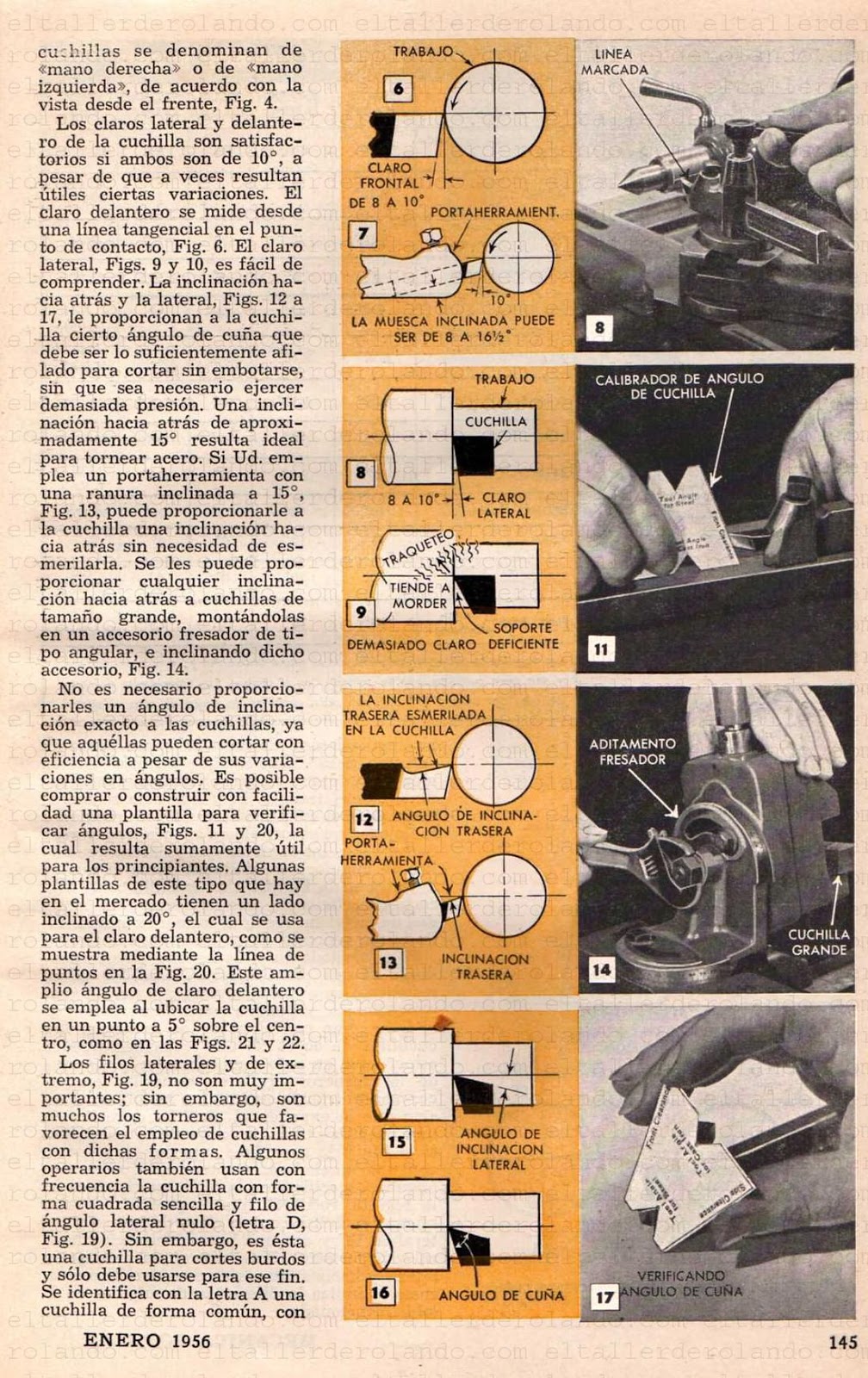
Estilo BR, mano derecha 15º Angulo.
Estilo BL, mano izquierda 15º Angulo.
Tipo C
Buriles para herramientas de forma
Estilo C, nariz cuadrada.
Tipo D
Buriles para acabado y perfilado.
Estilo D, nariz en punto, 80º Angulo incluido.
Tipo E
Buriles para roscar.
Estilo D, herramienta de roscado, 60º Angulo incluido.
Estilo ER, hacia derecha
Estilo EL, hacia la izquierda
Tipo F
Buril para refrenar y esquinar.
Estilo FR y FL, para derecha e izquierda respectivamente
Tipo G
Buriles para cilindrar y esquinar.
Estilo GR y GL, para derecha e izquierda respectivamente.
Tipo CTR
Cuchilla de corte.
Estilo CTR
Aquí vemos entonces la forma que tendrá el buril, la aplicación que tiene según el texto anterior y también el acabado que tendrá en nuestra pieza maquinada, simulando donde ira el buril, que acabado tendrá.
QUE HACER CON ESTA INFORMACIÓN
En el taller de mecánica industrial iniciar el afilado didáctico de los buriles según guía de aprendizaje limando en balso cuadrado de 15 mm y posteriormente empleando varilla cold-roll cuadrada de 3/8” calibrada cada una de las geometrías de los diferentes tipos o clases de afilado de cuchillas y buriles.
Para finalizar afilando técnicamente buriles HSS y de insertos de tungsteno en el esmeril que luego empleara el estudiante de grado noveno de la especialidad de mecánica industrial en las operaciones de mecanizado en el torno y en prácticas del taller según ruta de trabajo, orden operacional y planos mecánicos.










BROCAS

La broca es una pieza metálica de corte que crea orificios en diversos materiales cuando se coloca en una herramienta mecánica como taladro, berbiquí u otra máquina. Su función es formar un orificio o cavidad cilíndrica.
Para elegir la broca adecuada al trabajo se debe considerar la velocidad a la que se debe extraer el material y la dureza del mismo. La broca se desgasta con el uso y puede perder su filo, siendo necesario un reafilado, para lo cual pueden emplearse máquinas afiladoras, utilizadas en la industria del mecanizado. También es posible afilar brocas a mano mediante pequeñas amoladoras, con muelas de grano fino.
TIPOS DE BROCAS
Dependiendo de su aplicación, las brocas tienen diferente geometría. Entre muchos tipos de brocas podemos citar:
- Brocas normales helicoidales: Generalmente se sujetan mediante portabrocas. Existen numerosas variedades que se diferencian en su material constitutivo y tipo de material a taladrar.
- Broca metal alta velocidad: Para perforar metales diversos, fabricadas en acero de larga duración; las medidas más usuales son:
1/16 5/64 3/32 7/64 1/8 9/64 5/32 11/64 3/16 13/64 7/32 15/32 1/4 5/16 y 3/8
- Brocas para perforar hormigón: Brocas para perforar hormigón y materiales pétreos normalmente fabricadas en acero al cromo con puntas de carburo de tungsteno algunas de valor más elevado tienen zancos reducidos para facilitar introducirlas en taladros más pequeños y para evitar los giros cuentan con el mismo zanco en forma de triángulo denominado p3 antiderrapante y acabados color cobalto; las medidas más comunes son:
3/16*6 1/4*4 1/4*6 1/4*12 5/16*4 5/16*6 5/16*12 3/8*5 3/8*6 3/8*12 1/2*6 1/2*12
- Brocas para perforar piezas cerámicas y vidrio: Fabricadas en carburo de tungsteno para facilitar la perforación de piezas cerámicas y vidrio, y carentes de la hélice ya que solo es el diamante montado sobre el zanco; las medidas más comunes son:
1/8 3/16 1/4 5/16 3/8 1/2
- Broca larga: Se utiliza para taladrar los interiores de piezas o equipos, tarea que sería imposible con una broca normal.
- Broca super larga: Empleada para taladrar los muros de viviendas a fin de introducir cables, por ejemplo
- Broca de centrar: Broca de diseño especial empleada para realizar los puntos de centrado de un eje para facilitar su torneado o rectificado.
- Broca para berbiquí: Usadas En carpintería de madera, por ser de muy bajas revoluciones. Las hay de diferentes diámetros.
- Broca de paleta: Usada principalmente para madera, para abrir muy rápidamente agujeros con berbiquí, taladro o barreno eléctrico. También se le ha conocido como broca de espada planas o de manita.
- Broca para excavación o Trépano: Utilizada para la perforación de pozos petrolíferos y sondeos.
- Brocas para máquinas de control numérico: Son brocas especiales de gran rendimiento y precisión que se emplean en máquinas de control numérico, que operan a altas velocidades de corte.
MOLETEADO

Moleteado de una superficie es la terminación que se le da a la misma para facilitar el agarre.
Puede realizarse por deformación, extrusión o por corte, este último de mayor profundidad y mejor acabado.
La norma DIN 82 regula los diferentes tipos de mecanizado que se pueden efectuar
Proceso de moleteado en torno
Es un proceso de conformado en frío del material mediante unas moletas que presionan la pieza mientras da vueltas. Dicha deformación genera un incremento del diámetro inicial de la pieza. El moleteado se realiza en piezas que se tengan que manipular a mano para evitar el resbalamiento que tuviesen en caso de ser lisa. El moleteado se realiza en los tornos con moletas de diferentes pasos y patrones. Para que el moleteado quede exacto se debe llevarlo primero al cabezal del torno para que quede paralelo.
Existen los siguientes tipos de moleteado por deformación:
- Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar.
- Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos.















{kind=link}
Cambien el fondo negro por favor, no se puede leer el texto.
ResponderBorrarGracias.
es bueno contar con un carro de herramientas donde guardar los implementos
ResponderBorrar